滚轮尺的误差,尺子作为一种测量工具,具有一定的误差,除了拉力、温度外,还有一些其他因素的干扰,在进行测量时要进行误差的计算,下面详细分析滚轮尺的误差。
滚轮尺的误差1
滚轮测距仪调校程序后测量精度可达到两厘米,误差在5%以内。滚轮测距仪的误差是比较小的,如果误差比较大是会导致工程出现错误的。
1、滚轮法测量原理及提高精度的措施
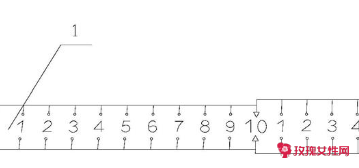
滚轮法测量大直径的原理如图1所示。它是利用滚轮测量出被测工件的圆周长,利用圆周长和直径的函数关系,通过计算来求出被测件的直径即:
D=L/π
其中L为被测件周长,可以看出被测件的直径D其精度取决于被测件周长的测量,因此测量时,滚轮应以一定的压力与被测件接触,压紧力保证滚轮相对被测件作无滑动的纯滚动。当被测件转动时,它与滚轮的传动关系为:
nπd=NπD
D=(n/N)d(1)
式中:n为滚轮转数;N为被测件转数;d为滚轮直径;D为被测件直径
滚轮法测量直径较好地解决了以小测大的问题,且方便于在线检测。但前提条件是:被测件(以下称工件)与滚轮在转动的时候,它们之间应是无滑动的纯滚动,即没有滑失现象。但是滑失现象一直是滚轮法测量大直径让人们所困扰的事情,也是较难解决的问题。为此,我们在这种测量方法上采取了一些措施,以减小滑失的产生。
1、1解决被测件轴与滚轮轴在安装过程中的不平行问题
被测工件与滚轮在安装过程中两者的轴应互相平行,如图2(a)所示。
只有这样测量的时候才能保证它们在每一径向截面是在同一平面内转动。如果不计两轮之间压力变形,它们之间的接触是点接触,如图1中的A点。因为是对滚,所以它们的转动线速度相同,且又在同一平面内转动,因此在A点,滚轮与工件的相对速度为零,它们转过的弧长彼此相等,说明没有滑失现象,可以精确地测出工件的.直径。
但是在安装工件与滚轮的时候,工件轴与滚轮轴可能并没有严格平行,滚轮轴相对工件轴偏离了一定的角度θ,如图2中的(b)和(c)。因为工件的转动是由驱动装置提供,而滚轮的转动则依赖于工件的转动,由于两轴的不平行,工件与滚轮在转动的时候不是在同一平面内转动,造成它们的转动速度不相同,从图2的(b)和(c)中看出:
v滚=v工cosθ
滚轮的转动速度将小于工件的转动速度,滑失由此产生。它们转过的弧长不再相等。测出的直径将变小。若设计一个微调机构,让滚轮轴在与工件轴平行的位置附近摆动,滚轮轴与工件轴之间的角度θ越大,测出的工件直径就越小。调整微调机构,使θ角逐渐减小,测出的工件直径就逐渐变大。
当θ=0时,两轴平行,测出的直径最大,继续调整微调机构使θ角向反的方向增大,测出的直径又随之减小,如图3所示。只有当测出的直径为最大时,说明此时滚轮轴与工件轴是平行的,即图中的极大值位置。将滚轮轴安装在此位置可以避免滑失的产生。
1、2减小滚轮轴的摩擦力
当滚轮转动的时候,滚轮轴与轴承要产生摩擦,此摩擦力直接影响着滚轮的转动情况,我们希望这个摩擦力越小越好,达到减小滑失的目的。因此选用摩擦极小的空气轴承是比较理想的,于是我们设计与构思了气浮顶尖的结构,如图4所示。
顶尖制成空心,可以通气,上下两端分别通入高压气体。图中采用孔式节流方式。当压缩空气由顶尖中心孔通进时,它会由间隙溢出。顶尖座和顶尖有一小段是经过研磨而成的,在静态下两壁密合,当气体通入时,两顶尖因气体压力而产生微量分离,形成锥形间隙,其余部分的顶尖座和顶尖,角度有极小的差异,形成楔形间隙。
上下顶尖用同一压力供气,滚轮的自重使下顶尖的气隙小于上顶尖,因此下顶尖溢出的气体流量小,上顶尖流量大。另一方面高压气体是经过孔式节流器进入气腔的,上下顶尖使用相同结构的节流器,对流动气体的阻力相同。节流器产生的压力降与气体流量成正比,所以上端节流器的压力降大,下端的压力降小,即上端气腔内压力小,而下端气腔内压力大。
上下气腔内存在着压力差,这个压力差与供气压力有关,当供气压力达到某一值时,该压力差作用在顶尖上的作用力等于滚轮的自重,就能把滚轮浮起。由于气隙的存在,滚轮转动起来自身的摩擦极小,因此可以说采用气浮顶尖结构比采用普通轴承在减少滑失方面又前进了一步。

2、数据采集
数据采集由两部分组成,测量被测件转数N以及滚轮的转数n。首先谈一下如何得到被测件的转数N。
在被测件的侧面做一标记,当此标记通过光电开关时,光电开关将接收到一个光脉冲,工件每转一周光电开关都会接收到一个脉冲信号,此信号经光电转换、电路放大、整形后送入计算机进行计数,工件的转数N就这样被记录下来。
从式(1)中看出,滚轮所转的圈数n与被测件直径有着直接的关系,因此滚轮转数n要力求精确测出,所以采用了莫尔测量技术。把一圆光栅安装在滚轮轴上,滚轮转一周,光栅亦转一周。在圆光栅的前面按装了照明灯泡、透镜和指示光栅,在圆光栅的后面则安装了光电接收装置,这样在滚轮与光栅转动的时候就形成了移动的莫尔条纹。
若光栅的周刻线为10800条的话,由莫尔条纹的性质可知:光栅每转一周就有10800个脉冲输出。当计算机接收到工件的第一个脉冲时,开始对移动的莫尔条纹进行计数,工件的第10个脉冲到时,说明工件已转了10周(取10周为的是提高测量精度),此时停止莫尔条纹计数。将所计的莫尔条纹的移动数目从计算机中取出,除以10800即是滚轮所转的圈数n。
若使计算机能准确地将工件的转数以及光栅所产生的莫尔条纹信号记录下来,光电转换及电路放大是必不可少的,因为光电接收装置接收到的脉冲信号较弱且是模拟变化量,而计算机所能接受的则是数字量,因此需将信号进行放大,且将模拟信号转变为数字信号。信号放大我们采用了较为常用的反相比例放大电路,此电路结构简单,由于电压负反馈的作用,输入、输出电阻都很小,所以带负载的能力较强。另外为了得到数字量,用555定时芯片搭接而成施密特触发器。
此电路的优点在于:
①输入信号从低电平上升时的转换电平和从高电平下降时的转换电平不同,以提高电路的抗干扰能力。
②在电路进行状态转换时,通过电路内部的正反馈过程使输出电压波形的边沿变得很陡。利用这两个特点不仅可以将边沿变化缓慢的模拟信号(正弦信号)整形为边沿陡峭的矩形波,而且可以将叠加在矩形波脉冲信号的高、低电平有效地清除。
用单片机进行计数可以使电路大为简化,因为8031单片机内部有两个定时/计数器,即T0与T1。在软件编程中让T0与T1工作在计数方式。T0用来记录工件的转数N,T1则记录移动的莫尔条纹数目,当T0记录的脉冲数为10后,马上停止T1的计数,随即将T1的计数取出,用式(1)算出工件的直径D。另外用8255A作为单片机的并行接口将算出的直径D送到LED进行显示。其中8255A的A口与C口均作为输出口,A口用作LED的段控,C口用作位控。
3、程序设计
有了上述的硬件,完成计数与运算直到用LED显示出被测工件直径就靠程序来实现了。计数是对被测工件所转的周数以及由光栅产生的莫尔条纹的移动数目进行记录。由记录出的莫尔条纹的移动数目就可算出被测工件的直径。图5、图6分别为主程序流程图和计数程序流程图。
4、结论
对传统的滚轮法在线测量大直径,经过采取有效的提高精度措施,其测量精度和重复性与不采取这些措施相比较,均能提高一个数量级。所以用滚轮法在线测量大直径仍是一个方便、有效的方法。
滚轮尺的误差2
二、卷尺测量误差的原因有哪些
卷尺在实际的测量过程中,总会存在一定的误差,除了本身精度等级不够之外,卷尺产生误差的原因还有:
1、温度变化的'误差
卷尺存在一定的热膨胀系数,对每米每度温差变化仅八万分之一,但相同的钢卷尺在温差较大的环境下还是会产生较大的长度变化,影响测量结果。

2、 拉力误差
拉力大小会影响卷尺的长度,在测量时如果不用弹簧称衡量拉力,会产生一定的误差,一般30米的尺长在±5公斤拉力误差时会产生±1、8毫米的长度误差。
3、卷尺不水平产生的误差
在使用卷尺测量的过程中,应尽量保持卷尺处于水平状态,否则会产生距离增长的误差。对于30米的尺长,尺的两端高差达0、4米时会产生约2、6毫米的误差。
滚轮尺的误差3
背景技术:
1、本实用新型涉及辊轮调整设备领域,具体为辊轮调整尺。
2、为改变尖轨在滑床板上的滑动摩擦为滚动摩擦,减少道岔摩擦阻力在滑床板上加装辊轮(单辊轮与双辊轮俩种)。
3、辊轮安装技术存在以下要求:双辊轮使用时,第一辊轮距密贴尖轨的距离为1mm,第一辊轮高于滑床板台面2mm,第二辊轮高于滑床板台面3mm;单辊轮使用时,辊轮距密贴尖轨的距离为1mm,辊轮高于滑床板台面3mm。
4、现有的调整方法1:凭肉眼观察辊轮的摩擦印迹来判断辊轮的高低是否合适(摩擦印迹宽,辊轮调整的有点高;摩擦印迹窄,辊轮调整的有点低),而后凭经验盲目调整高低,等待后续观察;该调整方法不严谨,不科学,盲目调整。
5、现有的调整方法2:在滑床板台面上放置2mm、3mm厚的调整片,用水平尺测量辊轮的.高低。该方法存在以下缺点:
1、作业现场的调整片经常弯曲变形,用1+1或1+2的方法来实现2mm和3mm,严格来讲这样的高度不严谨,往往造成辊轮轴受力不匀,尖轨在辊轮上运动时产生上下抖动现象,易造成尖轨不入槽引发设备故障;其二长时间的尖轨在转换过程中抖动还可能引发尖轨翘头扭曲变形,产生次生隐患。
2、增加作业携带工具(水平尺);在作业时要求作业人员的仪表、工具、材料必须一次携带齐全。全套的仪表、工具、材料重量足有四五十斤,增加负担。